Metall-/Fliessdrücken
Metalldrücken ist ein Verfahren zur rotationssymmetrischen spanlosen Umformung von Blechen:
Beim Metalldrücken wird eine Blechronde – eine kreisrunde Blechscheibe, auch Platine genannt – um ein sich drehendes Drückfutter geformt.
Das Drückfutter ist drehbar gelagert und wird von einem Antrieb in Rotation versetzt. Mittels verschiedenster Drückwerkzeuge wird die Platine auf eine Form gedrückt, während das Drückfutter in Rotation ist.
Als Drückwerkzeuge werden dabei Stähle oder Rollen verwendet. Metalldrücken bietet sich als ein ideales Verfahren zur Herstellung von Einzelstücken, als auch von Serien mit kleinen bis mittelgroßen Losgrößen, an.
Die Vorteile gegenüber anderen Bearbeitungsverfahren, wie beispielsweise dem Tiefziehen, sind:
- Geringe Werkzeugkosten
- Hoher Umformgrad während eines Arbeitsgangs
- Anfertigen komplizierter Konturen wie Hinterschnitte
Im Gegensatz zum stufenweisen Metalldrücken wird beim Projizieren oder Drückwalzen bei einem Rollenüberlauf die Endkontur erreicht. Das Projizieren wird häufig mit dem Drücken kombiniert, hierbei lassen sich konische oder unterschiedlich geneigte Konturen herstellen.
Es werden beim Metalldrücken Drückfutter aus Schichtholz, Aluminium oder Stahl, der bei Bedarf gehärtet wird, verwendet. Schichtholz und Aluminium kommen heute nur noch für Musterteile in Frage. Bei höheren Stückzahlen und besonders bei Edelstahl werden gehärtete Stahlformen angefertigt. Die gehärteten Stahlformen werden individuell für jedes Teil erstellt und dafür optimiert.
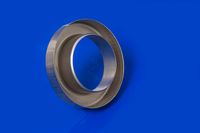
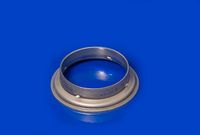
Geeignet für das Metalldrücken sind Materialien, die plastisch verformbar sind. Beispiele: Zargen, Töpfe, Deckel, Abdeckungen, Düsen, Deckscheiben, Leitrohre, nahtlose Kurzrohre mit Kontur, Kurzrohre mit Flansch.
Produktbeispiele








Tiefziehen/Stanzen
Unter dem Begriff „Tiefziehen“ ist eine Metallumformungstechnik zu verstehen, bei der ein Blech mit Hilfe einer Presse verformt wird:
Tiefziehen ist eine weitere ideale Methode um Bleche nahtlos umzuformen. Sie ist für plastische verformbare Materialien und Formgebungen einsetzbar. Die Hinderer Metalldrückerei GmbH verwendet mechanische als auch hydraulische Tiefziehpressen. Die Tiefziehpressen haben eine Druckkraft von bis zu 1600 kN und ermöglichen das Ziehtiefen von bis zu 400 mm.
Beim Tiefziehen wird das Blech in einem oder mehreren Umformungsschritten in seine endgültige Form gebracht. Hierbei gilt es die Veränderung der Blechdicke so gering wie möglich zu halten. Nachdem ein Ausgangsmaterial, eine Ronde oder eine Platine, in die Tiefziehpresse - zwischen einem Ober- und Unterwerkzeug - eingelegt wurde, wird es bei der folgenden Abwärtsbewegung eines Schlittens in die gewünschte Form gepresst. Aufgrund des aufwendigen Herstellungsprozesses des Ober- und Unterwerkzeugs und längeren Rüstzeiten von Tiefziehpressen, eignet sich das Tiefziehen idealerweise für größere Serien. Losgrößen > 100 Stück.
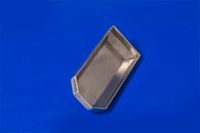
Tiefziehteile können aus folgenden Materialien hergestellt werden:
- Buntmetalle
- Aluminium
- Stahl
- Rostfreie ferritische und austenitische Stähle
Produktbeispiele











Rohrumformung
Unter dem Begriff "Rohrumformung" ist die Bearbeitung der Konturen an der Öffnung eines Rohres zu verstehen:
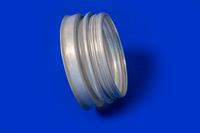
Damit ein Gegenstück an den Rohröffnungen angeflanscht werden kann, ist es notwendig an diesen Enden Anschlussprofile herzustellen. Mit speziellen Rohrendbearbeitungsmaschinen können Sicken oder Gewinde an Rohre mit einem Durchmesser von 30 mm bis 250 mm und einer Länge von bis zu 300 mm angeformt werden. Anschließend bearbeiten wir, durch Umformung hergestellte Kurzrohre, sowie nahtlose und geschweißte Rohre, weiter.
In der Verbindung mit Tiefziehen und besonders Drücken sind auch hier schwierige Konturen, Hinterschnitte wie auch Gewinde möglich.
Bei der Rohrumformung verarbeiten wir typischerweise die Materialen:
- Stahl
- Edelstahl
- Aluminium
- Kupfer
Produktbeispiele

CNC-Nachbearbeitung
In der CNC-Nachbearbeitung werden Drück-, Stanz- und Tiefziehteile spanend nachbearbeitet:
Dieses Verfahren wird angewendet, um engste Toleranzen, die beim Umformen nicht erreicht werden, zu erzielen. Außerdem können durch dieses Verfahren komplexe Formen mit hoher Präzision hergestellt werden. Im Gegensatz zum reinen Drehteil, entsteht bei überdrehten Umformteilen kein Phasenbruch im Material. Dies hat den Vorteil, dass das Werkstück höheren Belastungen standhält.
Ein wesentliches Merkmal für die überdrehten Blechteile ist, dass die Werkstücke aus dünnerem Material hergestellt werden können.
Folgende Materialen können bearbeitet werden:
- Stahl
- Edelstahl
- Buntmetalle
- Aluminium
Bei der Hinderer Metalldrückerei GmbH können Teile bis zu einem Durchmesser von 400 mm nachbearbeitet werden.
Produktbeispiele






Werkzeugbau
Für sämtliche Fertigungsverfahren werden die benötigten Werkzeuge im hauseigenen Werkzeugbau konstruiert, gefertigt und optimiert, sodass wir schnell und kurzfristig Änderungen umzusetzen können.
Der Werkzeugbau ist auch für die Wartung und Reparatur der Werkzeuge verantwortlich.